गरम केलेले मागील विंडो फिलामेंट कसे पुनर्संचयित करावे
सामग्री
विंडशील्ड आणि मागील खिडक्यांचे फॉगिंग द्रुतपणे दूर करण्यासाठी, त्यांना प्रवाहकीय धातूचे धागे लागू केले जातात. त्यांच्याद्वारे तयार केलेल्या ग्रिडमधून विद्युत प्रवाह जातो, धागे गरम केले जातात आणि कंडेन्सेटचे बाष्पीभवन होते. या प्रणालीतील दोषांसह वाहन चालवणे धोकादायक आहे, दृश्यमानता कमी होते आणि हीटरची दुरुस्ती करणे बहुतेक प्रकरणांमध्ये अगदी सोपे आहे.

गरम झालेल्या मागील विंडोच्या ऑपरेशनचे सिद्धांत
जेव्हा विद्युत प्रवाह धातूंमधून जातो तेव्हा इलेक्ट्रॉनची ऊर्जा उष्णतेमध्ये रूपांतरित होते. कंडक्टरचे तापमान वर्तमान शक्ती आणि विद्युत प्रतिरोधकतेच्या वर्गाच्या प्रमाणात वाढते.
फिलामेंट्सच्या क्रॉस सेक्शनची गणना अशा प्रकारे केली जाते की त्यांना मर्यादित लागू व्होल्टेजसह पुरेशी थर्मल पॉवर वाटप केली जाते. ऑन-बोर्ड नेटवर्कच्या सुमारे 12 व्होल्टचे सामान्य मूल्य वापरले जाते.
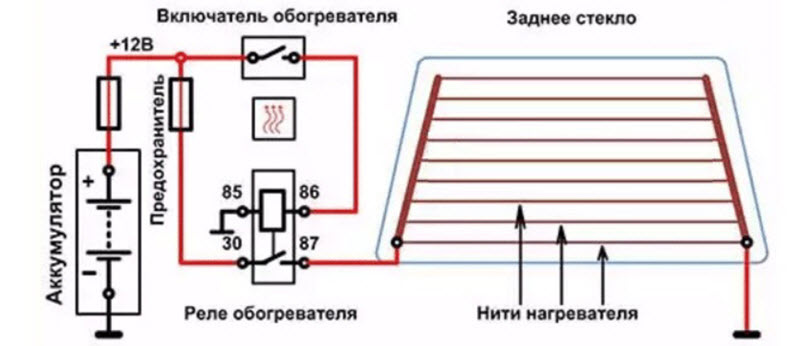
व्होल्टेजचा पुरवठा सर्किटद्वारे केला जातो ज्यामध्ये संरक्षक फ्यूज, पॉवर रिले आणि वळण नियंत्रित करणारे स्विच समाविष्ट असते.
ग्लेझिंगचे क्षेत्रफळ आणि अपेक्षित कार्यक्षमतेवर अवलंबून, रिले संपर्कांमधून एक महत्त्वपूर्ण प्रवाह वाहतो, डझनभर अँपिअर किंवा त्याहून अधिक, म्हणजेच धुके असलेला पृष्ठभाग साफ करण्याची गती आणि काचेचे तापमान आणि हवा
प्रवाह थ्रेड्सवर समान रीतीने वितरीत केला जातो, ज्यासाठी ते कॅलिब्रेटेड क्रॉस सेक्शनसह शक्य तितक्या अचूकपणे केले जातात.
हीटिंग घटक अयशस्वी का होतात?
यांत्रिक किंवा विद्युत कारणांमुळे ब्रेक होऊ शकतो:
- फिलामेंटचा धातू हळूहळू ऑक्सिडाइझ होतो, क्रॉस सेक्शन कमी होतो आणि सोडलेली शक्ती वाढते, मजबूत ओव्हरहाटिंगमुळे फिलामेंट बाष्पीभवन होते आणि संपर्क अदृश्य होतो;
- काच साफ करताना, फवारलेल्या धातूची पातळ पट्टी त्याच परिणामांसह सहजपणे खराब होते;
- अगदी किंचित थर्मल विकृतीमुळे कंडक्टिव्ह स्ट्रिपची रचना कमकुवत होते, जी मायक्रोक्रॅक दिसणे आणि विद्युत संपर्क गमावण्याने समाप्त होते.
बर्याचदा, एक किंवा अधिक धागे तुटतात आणि संपूर्ण जाळी क्वचितच पूर्णपणे अपयशी ठरते. हे सहसा पॉवर फेल्युअर, फ्यूज उडणे, रिले किंवा स्विच बिघाडामुळे होऊ शकते.

कधीकधी टाइमर शटडाउनसह स्वयंचलित इलेक्ट्रॉनिक रिलेचा परिचय करून स्विच करणे क्लिष्ट असते, जे विश्वासार्हता जोडत नाही.
ग्लास हीटिंग फिलामेंट्समध्ये ब्रेक कसा शोधायचा
मागील खिडकीवरील प्रवाहकीय पट्ट्यांमध्ये प्रवेश करणे सोपे आहे, म्हणून आपण समस्यानिवारण करण्यासाठी ओममीटर आणि व्होल्टमीटरसह पारंपारिक मल्टीमीटर वापरू शकता. दोन्ही पद्धती योग्य आहेत.

व्हिज्युअल तपासणी
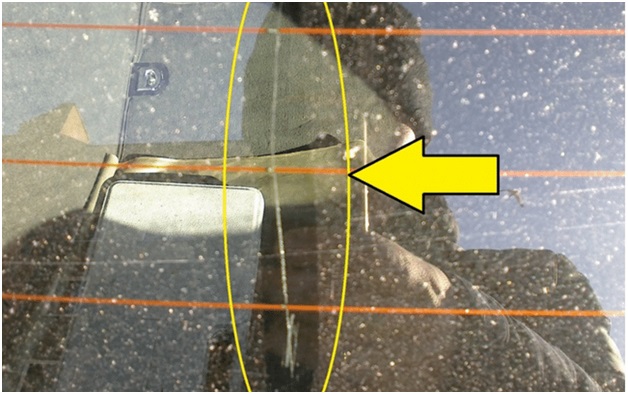
अखंडतेचे गंभीर उल्लंघन झाल्यास, वाद्य नियंत्रण आवश्यक नसते, पट्टीचा संपूर्ण भाग तुटणे किंवा गायब होणे डोळ्यांना लक्षात येते. भिंगाने काय सापडले ते तपासणे चांगले आहे, त्याखाली दोष सर्व तपशीलांमध्ये दृश्यमान आहे.
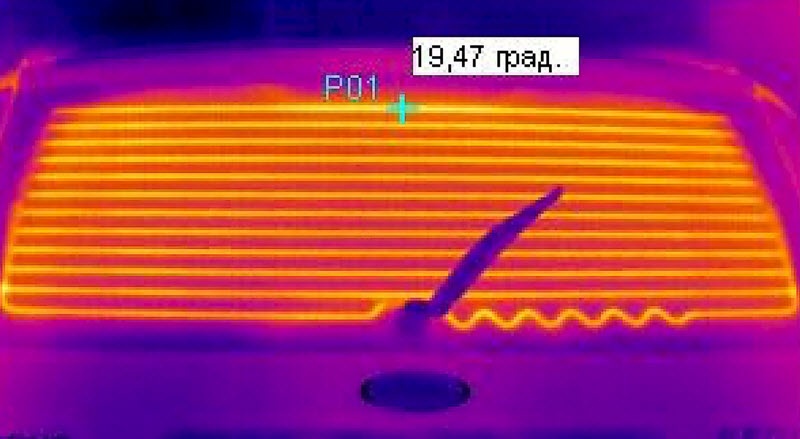
मिस्टेड ग्लासवर हीटिंग चालू केल्यावर खराबीचे प्राथमिक स्थानिकीकरण लगेच दिसून येते. संपूर्ण फिलामेंट त्वरीत स्वतःभोवती काचेचे पारदर्शक भाग बनवतात आणि फाटलेल्या फिलामेंटभोवती कंडेन्सेट बराच काळ टिकतो.

मल्टीमीटरसह थ्रेड तपासत आहे
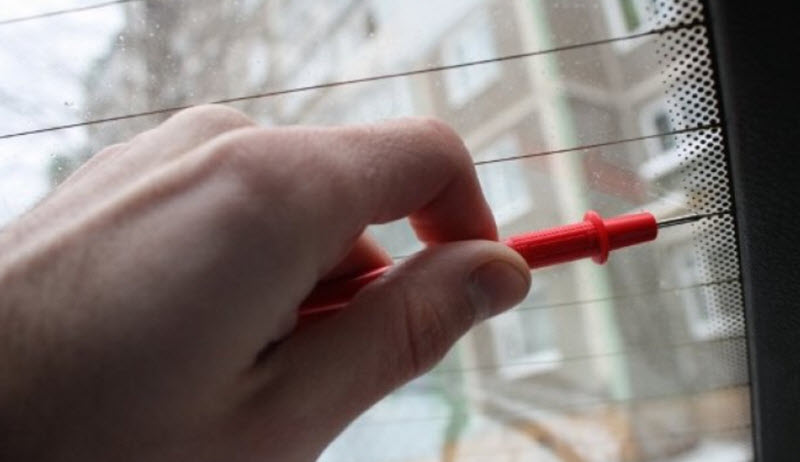
व्होल्टमीटर किंवा ओममीटर मोडमध्ये डिव्हाइसच्या पॉइंट प्रोबसह आपण लक्षात आलेल्या दोषपूर्ण पट्टीसह जाऊ शकता.
ओममीटर मोड
संशयास्पद ठिकाण तपासताना, मल्टीमीटर सर्वात लहान प्रतिकार मोजण्याच्या मोडवर स्विच करते. कार्यरत धागा लहान, जवळजवळ शून्य प्रतिकाराचे संकेत देतो. लटकणारा संपूर्ण ग्रिडचा प्रतिकार दर्शवेल, जो लक्षणीयपणे जास्त आहे.
त्याच्या बाजूने प्रोब हलवून, आपण ते क्षेत्र शोधू शकता जेथे डिव्हाइसचे वाचन अचानक शून्यावर येते. याचा अर्थ असा की चट्टान पार केले गेले आहे, आपण परत यावे, खडकाचे ठिकाण स्पष्ट केले पाहिजे आणि भिंगाद्वारे त्याचे परीक्षण केले पाहिजे. दोष दृष्यदृष्ट्या निर्धारित केला जातो.
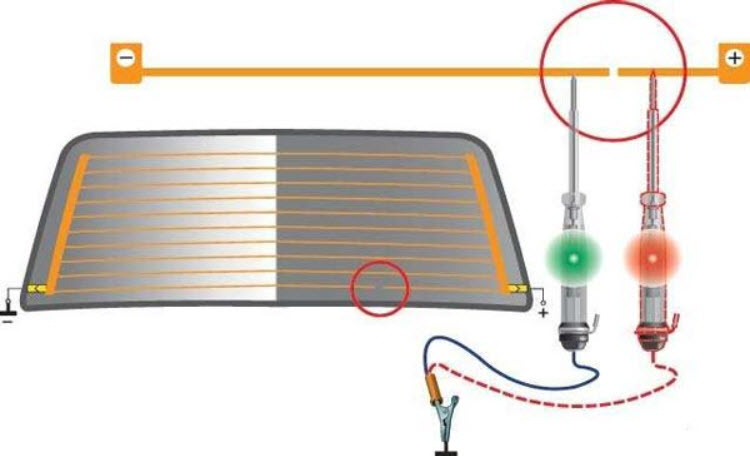
ओममीटरसह काम करताना, इग्निशन आणि हीटिंग बंद करण्याचे सुनिश्चित करा. काचेतून हीटिंग कनेक्टर काढणे आणखी चांगले आहे.
व्होल्टमीटर मोड
एक व्होल्टमीटर, ज्याचे प्रोब सेवा करण्यायोग्य पट्टीच्या बाजूने थोड्या अंतरावर स्थित आहेत, एक लहान व्होल्टेज दर्शविते, त्यांच्या दरम्यानच्या अंतराच्या अंदाजे प्रमाणात. जास्तीत जास्त अंतरावर, ग्रिडच्या कडांना जोडलेले असताना, डिव्हाइस मुख्य व्होल्टेज, सुमारे 12 व्होल्ट दर्शवेल.
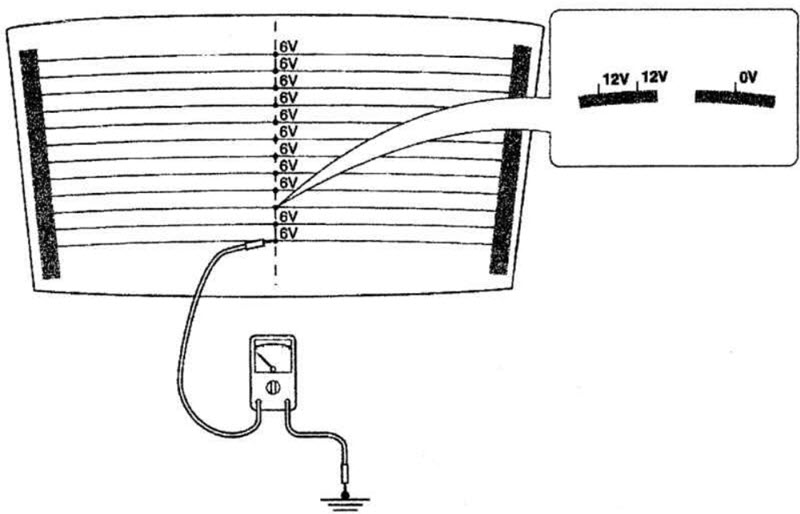
जर एका पट्टीसह प्रोबच्या अभिसरणामुळे व्होल्टेज कमी होत नसेल तर या पट्टीमध्ये ब्रेक आहे. त्यातून पुढे गेल्यावर, व्होल्टमीटर रीडिंग अचानक कमी होईल.
तत्त्व ओममीटर प्रमाणेच आहे. फरक असा आहे की जेव्हा हीटिंग चालू असते तेव्हा व्होल्टमीटरने दोष शोधला जातो आणि ओममीटरने तो बंद केला जातो.
मागील विंडो हीटिंगची दुरुस्ती स्वतः करा
गरम काच बदलणे खूप महाग आहे. दरम्यान, फाटलेल्या पट्ट्या दुरुस्त केल्या जाऊ शकतात, ज्यासाठी संबंधित फॉर्म्युलेशन आणि किट विकल्या जातात.
चिकट ट्रॅक
ग्लूइंगद्वारे दुरुस्तीसाठी, एक विशेष विद्युत प्रवाहकीय चिकटवता वापरला जातो. त्यात बाईंडर आणि बारीक धातूची पावडर किंवा लहान चिप्स असतात. ट्रॅकवर लागू केल्यावर, संपर्क पुनर्संचयित केला जातो.

थ्रेड (पट्टी) च्या रेखीय प्रतिकारांची वैशिष्ट्ये राखणे महत्वाचे आहे. हे करण्यासाठी, काच मास्किंग टेपने पेस्ट केला जातो, ज्याच्या पट्ट्यांमध्ये पुनर्संचयित धाग्याच्या रुंदीइतके अंतर असते. कंडक्टरचा प्रतिकार त्याच्या रुंदी आणि जाडीवर अवलंबून असतो. म्हणून, दुरुस्तीच्या थराला काचेच्या तुलनेत इच्छित उंची देणे बाकी आहे.
अनुप्रयोग स्तरांच्या संख्येवर आवश्यक माहिती विशिष्ट व्यावसायिक चिकटपणाच्या घनतेद्वारे निर्धारित केली जाते आणि लेबलवर दर्शविली जाते. संपूर्ण दुरुस्ती तंत्रज्ञान देखील तेथे सेट आहे.

शेवटचा थर सुकवल्यानंतर, चिकट टेपजवळील चिकटवता कारकुनी चाकूने कापला जाणे आवश्यक आहे जेणेकरून संरक्षण काढून टाकताना, संपूर्ण स्टिकर काच फाटला जाणार नाही. दुरुस्त केलेली जागा दृष्यदृष्ट्या तपासली जाते, कंडेन्सेट काढण्याच्या दराने किंवा उपकरणाद्वारे, वर दर्शविलेल्या पद्धती वापरून.
तांब्याचा मुलामा
इलेक्ट्रोकेमिकल पद्धतीने ब्रेकच्या ठिकाणी धातूचा पातळ थर लावण्याची पद्धत आहे. हे खूप कठीण आहे, परंतु इलेक्ट्रोप्लेटिंगच्या चाहत्यांसाठी परवडणारे आहे. आपल्याला अभिकर्मकांची आवश्यकता असेल - तांबे सल्फेट आणि सल्फ्यूरिक ऍसिडचे कमकुवत द्रावण, 1% पेक्षा जास्त नाही.
- गॅल्वनाइज्ड ब्रश बनवला जात आहे. हे वैयक्तिक थ्रेड्सच्या सर्वात लहान विभागातील अडकलेल्या तारांचे बंडल आहे. ते पातळ धातूच्या नळीच्या आत घासलेले असतात.
- दुरुस्तीची जागा इलेक्ट्रिकल टेपने पेस्ट केली आहे, पट्टीच्या रुंदीसाठी एक अंतर आहे. जाळी कारच्या मुख्य भागावर ग्राउंड केली जाते आणि ब्रश कारच्या बाहेरील लाइटिंगमधून बल्बद्वारे बॅटरीच्या सकारात्मक टर्मिनलशी जोडला जातो.
- 100 मिली पाण्यासाठी गॅल्व्हॅनिक द्रावण तयार करण्यासाठी, काही ग्रॅम विट्रिओल आणि बॅटरी सल्फ्यूरिक ऍसिडचे द्रावण जोडले जाते. ब्रश ओला करून, ते त्यास सेवायोग्य पट्टीच्या सुरुवातीपासून ब्रेकच्या ठिकाणी घेऊन जातात, हळूहळू काचेवर तांबे जमा करतात.
- काही मिनिटांनंतर, एक तांबे-प्लेट केलेला भाग दिसतो, ज्याने चट्टानची जागा व्यापली आहे. मूळ जाळीच्या घनतेप्रमाणे अंदाजे समान धातूची घनता प्राप्त करणे आवश्यक आहे.

दुरुस्ती किट विक्रीसाठी उपलब्ध असल्यास, पद्धत फारशी संबंधित नाही, परंतु ती खूप कार्यक्षम आहे. काही प्रशिक्षणानंतर परिणामी कंडक्टर नवीनपेक्षा वाईट होणार नाही.
कोणत्या प्रकरणांमध्ये हीटिंग घटकांची दुरुस्ती करणे निरुपयोगी आहे
नुकसानाच्या मोठ्या क्षेत्रासह, जेव्हा जवळजवळ सर्व धागे तुटलेले असतात आणि मोठ्या क्षेत्रावर असतात, तेव्हा ग्रिड नाममात्र कार्यक्षमतेवर पुनर्संचयित करणे संभव नाही. निकालाच्या विश्वासार्हतेवर अवलंबून राहण्याची गरज नाही. अशी काच संपूर्णपणे गरम घटकाने बदलली पाहिजे.
अत्यंत प्रकरणांमध्ये, आपण काचेच्या खाली स्थापित केलेले बाह्य हीटर वापरू शकता, परंतु हे एक तात्पुरते उपाय आहे, ते हळूहळू, असमानतेने कार्य करते, भरपूर ऊर्जा वापरते आणि जर काच खूप गोठलेली असेल, तर यामुळे क्रॅक होऊ शकतात आणि गळती देखील होऊ शकते. टेम्पर्ड ग्लास.
